EN10210歐標認證
屬性
- 有效期限
- 2021/8/23 - 2024/8/22
- 發證機構
- Lloyd's Register Verification B.V.
證書描述
CE-EN10210歐標認證
EN10210-1标准认证介绍
基於建築產品規範305/201 1 /EU的CE認證
1、范围
>非合金及細晶粒鋼熱成型結構空心型材;
>圓形、正方形、矩形或橢圓形結構空心型材;
>帶或不帶後續熱處理的熱成型;
>帶熱處理的冷成型,以達到與熱成型相同的冶金狀態;
>結構尺寸、公差及剖面幾何特性應符合EN 10210-2要求;
>本標準中所涉及資料的級別及機械效能與EN10025-2及EN10025-3的要求相匹配。
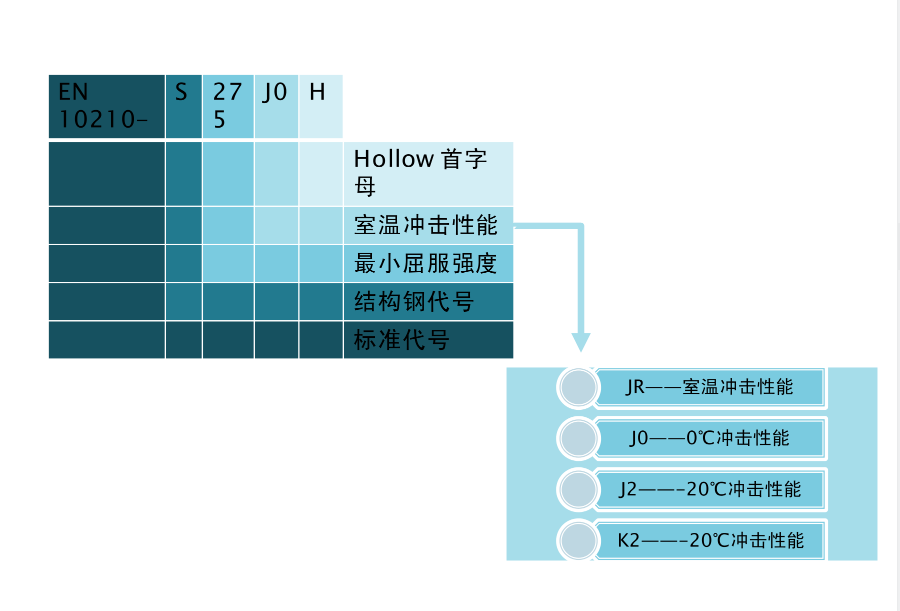
2、分類及命名
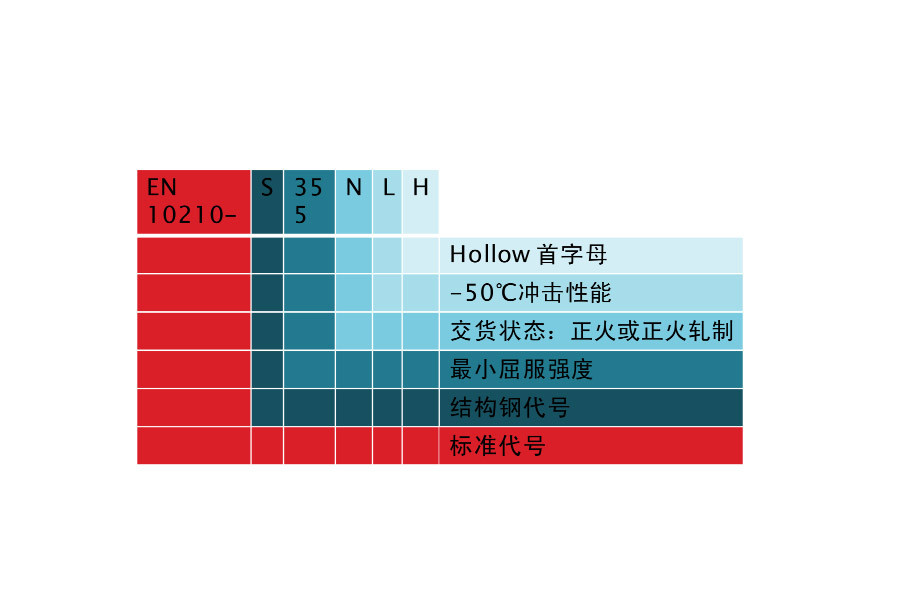
3、訂貨需知
強制資訊:
>數量(重量或長度)
>長度類型,長度範圍或長度(EN 10210-2)
>產品形式:HFCHS,HFRHS,HFEHS;
>鋼級名稱;
>尺寸(EN 10210)。
源泰溫馨提示:請您務必告知我們的客戶經理以上關鍵資訊。
選擇性資訊:
>產品分析;
>Cr,Cu,Mo,Ni,Ti及V的熔煉分析;
>J0及JR衝擊效能確認;
>熱鍍鋅性;
>不能對非合金結構鋼空心型材進行焊接修復;
>對JR及J0級非合金優質鋼進行規定檢驗;
>不同於本標準要求的檢驗檔案;
>轉角區域拉伸試驗;
>轉角區域衝擊試驗。
100t 12 m Exact length - HFRHS- EN 10210- S355J0H- 100 X 100 X 8 -Options 1.3,1.6
4、要求
总体
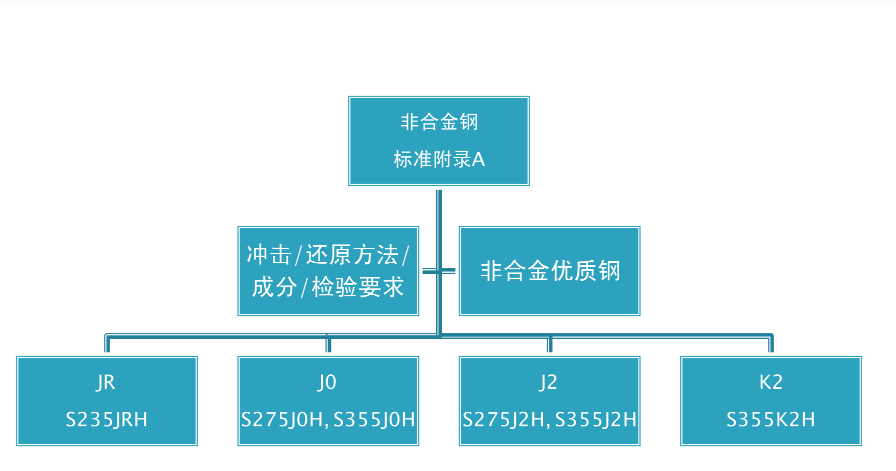
非合金钢结构空心型材需符合附录A要求
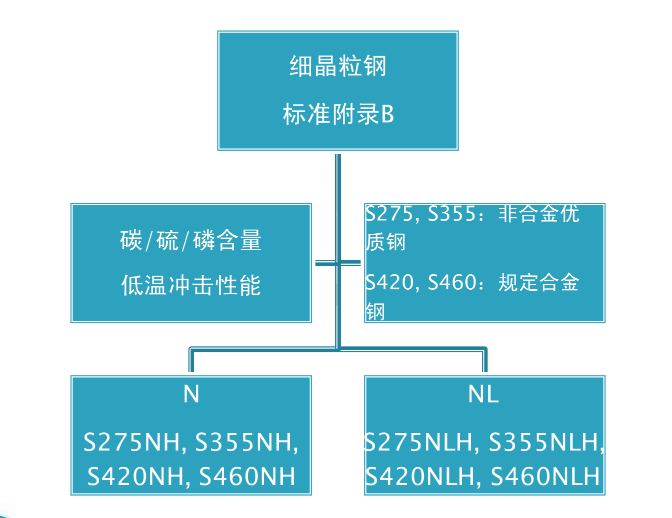
细晶粒钢结构空心型材需符合附录B要求
EN 10021使用一般交货技术要求
钢材制造工艺取决于材料制造商
附录A及附录B中钢的还原方法应被采用
4.1 制造技術
>有縫(須成型後焊接)或無縫;
>附錄B細晶粒鋼的鐵素體晶粒尺寸應不大於6(依據EN 643測定);
>電焊型材內部焊縫無需處理;
>無損檢測人員資質(至少等同於EN 10256或EN473標準認可的|級、||級、川級人員)
4.2 交貨狀態
>JR、J0、J2、K2級:熱成型;
>N、NL級:正火及正火軋製;
>厚度大於10mm或T/D大於0.1的無縫型材:奧氏體化後加速冷卻或液淬+回火;
>加速冷卻:鋼名+DC;
>液淬+回火:鋼名+QT(非合金鋼); N→Q(細晶粒鋼),如S46ONLH→S460QLH
4.3 化學成分
>由鋼材製造商提供的熔煉分析結果應符合附錄A及附錄B的要求;
>基於熔煉分析的碳當量應符合附錄A及附錄B的要求;
>對於需提供規定性檢驗的型材,應執行產品分析;
>產品分析與熔煉分析的差异應符合標準中表1的要求。
>對於需提供規定性檢驗的非合金鋼型材,檢驗證書應包括熔煉分析所得Cr,Cu,Mo,Ni,Ti及V的含量。
4.4 機械效能
>總的應符合附錄A及附錄B的要求;
>衝擊試樣符合EN 10045-1規定,對於厚度小於6mm的產品,無需衝擊試驗;
>細晶粒鋼型材的厚度不允許截取寬度不小於5mm的衝擊試樣時,應依據EN 643對於鐵素體晶粒進行驗證;
>當AI元素作為細化晶粒的元素並且熔煉分析Al總含量不小於0.02%或溶解AI不小於0.015%時,不需進行晶粒尺寸的驗證;
>J2、K2、N、NL、Q、QL級型材衝擊效能需驗證;
>客戶未指定時JR、J0級型材衝擊效能不需驗證,但當提供規定性檢驗時需進行衝擊效能驗證。
4.5工藝效能及熱鍍鋅
本標準的鋼均為可焊接材料,關於產品的焊接細節要去可參攷EN 1011-1及EN 101 1-2; 本標準所規定產品應適於熱鍍鋅。
4.6 表面狀態
>只要厚度在允許公差內,允許產生由制造技術導致的碰撞、孔洞及縱向淺槽;
>表面缺陷可由製造商通過打磨管道處理,前提是處理完後產品厚度不應小於EN 10210-2規定的最小壁厚;
>型材兩端面須與軸線保持垂直;
>對於除使用埋弧焊方法以外焊接成型的非合金及細晶粒鋼型材不允許對焊縫進行焊接修復;
>允許對焊接或非焊接成型的非合金鋼型材管體進行焊接修復,除非另有規定一一與購房協議;
>不允許對焊接或非焊接成型的細晶粒鋼型材管體進行焊接修復,除非另有規定;
>焊接修復應由有資質的人員依據已評定的焊接工藝操作。 EN287-1,EN1 5607,EN 15609-1,EN 1561 4-1
4.7 無損檢測、公差及重量
對於提供規定檢驗的焊接型材的焊縫應依據標準9.4條款執行無損檢測
公差依據EN 10210-2
重量按密度7.85kg/dm3確定
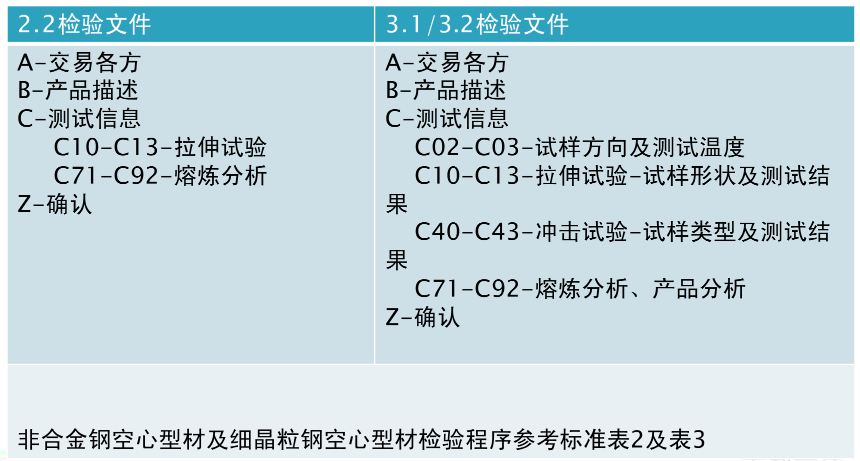
5 檢驗
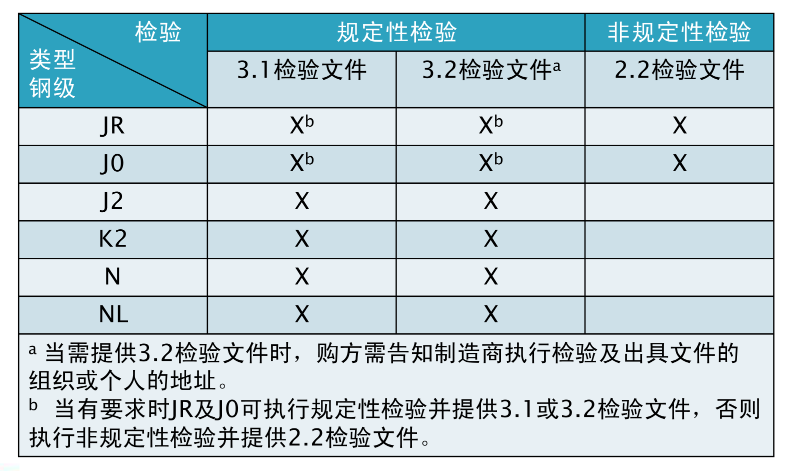
檢驗檔案內容
6 取樣
>測試單元:相同制造技術(電焊、埋弧焊或無縫)、相同級別、相同尺寸出自同一熔爐或多個熔爐的一批空心型材,如果可能具有相同的熱處理狀態。
>測試單元重量應符合本標準錶4要求。
>以下樣品應取自每個測試單元的一個抽樣樣品:
➢一個拉伸樣品.
➢一個衝擊樣品(够2組3個試件)
➢一個產品分析樣品
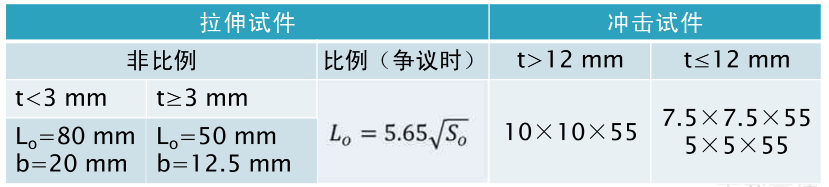
6.1試樣及試件的製備
>化學分析樣品:
➢產品分析樣品應取自抽樣樣品,或
➢機械測試試樣代替,或
➢型材上與用於機械測試樣品同一位置的全厚度試樣;
➢樣品製備應依據EN 14284。
>機械測試樣品
6.2機械測試試樣取樣位置及方向
>取樣位置參攷本標準附錄C
7、測試方法
7.1化學分析
>化學成分分析結果應符合本標準附錄A及附錄B的要求;
>分析方法取決於製造商。
7.2拉伸試驗
>拉伸试验温度:10°C~ 35C;
>上屈服强度ReH需确定;
>若無屈服現象:RP0.2或RP0.5須確定;
>争议时使用:RP0.2
>使用非比例试件所得断裂延伸率需依据EN2566-1转换为L。= 5.65√S0時的值
>对于厚度小于3mm的产品,双方同意时可不经转换。
7.3 衝擊試驗
>冲击试验温度应符合本标准附录A及附录B的要求;
>一组冲击试验的平均值应不小于规定值,其中一个试验值可低于规定值,但不低于规定值的70%;
>再测试:
➢六个试验值的平均值不小于规定最小值;
➢小于规定最小值的单个值不多于两个;
➢小于规定最小值70%的单个值不超过一个。
>再测试不满足要求时,抽样样品不合格,从测试单元中重新抽样进行测试。
7.4 外觀及尺寸檢查
>外觀檢查應符合本標準6.8要求;
>尺寸應符合EN 10210-2要去。
7.5 無損檢測
>電焊型材:
➢EN 10246-3 E4;
➢EN 10246-5 F5
➢EN 10246-8 U5
>埋弧焊型材:
➢EN 10246-9 U4
➢EN 10246-10 R2
8 標記
>標記方法:噴漆、壓印、膠粘標籤或附卡;
>標記內容:
➢名稱,如EN 102 10-S275J0H
➢製造商名稱或商標;
➢有規定性檢驗時:標識號如訂單號使產品與檢驗文件關聯,外部檢驗代表標記(適用情况下)
9 符合性評估
> ITT-錶D1,製造商應將初始型式試驗結果及記錄保存至少5年。
>FPC:
➢製造商應建立、檔案化並保持工廠生產控制體系以保證投放市場的產品符合其申明的性能特點。 工廠生產控制體系應包括檔案化的程式(工廠手册)、定期檢驗或評估並使用這些數據控制設備、原料、生產過程及產品。 記錄應清晰、易於識別和檢索。
➢一個符合EN ISO 9001體系,並針對本標準及本標準規定的產品的FPC應被認為滿足.上述要求。
源泰德潤集團早在10年前就已經取得了CE EN10210認證,說明鋼管產品均符合歐盟各國的相關標準,客戶您可以放心的下單和訂購。我們嚴格按照EN10210是熱處理鋼制空心截面的產品要求進行生產,保障鋼管合格。EN10219是冷拔鋼制空心截面的產品合格的證明。